产品中心

钢结构除锈喷砂机
- 品牌:迪砂
- 规格:
- 材质:钢板
- 产地:东莞迪砂
- 更新时间:2025-03-04
-
联系方式
李壮雄 先生(销售经理)
- 举报
 收藏该店铺
收藏该店铺
 收藏该店铺
收藏该店铺 已收藏
已收藏钢结构除锈喷砂机喷砂除锈前处理介绍——
对于工件在被喷涂、喷镀保护层(油漆或其它防腐物料)之前,工件表面均应进行认真的处理,称之为前处理。
前处理质量好坏,影响着涂层的附着力、外观、涂层的耐潮湿及耐腐蚀等方面,因好的涂膜(层)都 是粘附到被认真清理的表面。前处理工作做的不好,锈蚀仍会在涂层下继续蔓延,使涂层成片脱落。经过认真清理的表面和一般简单(手工用砂纸或刷子)清理的工件,用暴晒法进行涂层比较,寿命可相差4-5倍。表面清理的方法很多,但被接受普遍的方法是:A.溶剂清理 B.酸洗 C.手动工具 D.动力工具。
在这几种方式中,每种方式都有各自的适用范围,但在所有表面清理方法中,喷砂方法是、通用、广泛的方式,原因是:
A喷砂比其它方式对工件表面清理的速度和佳。
B没有其它哪种工艺方法允许你在四种公认的、普遍接受的清洁度之间进行任意选择。
与其它前处理工艺(如酸洗、工具清理)对比——
1) 喷砂处理是、通用、迅速、效率高的清理方法。
2) 喷砂处理可以在不同粗糙度之间任意选择,而其它工艺是没办法实现这一点的,手工打磨可以打出毛面但速度太慢动作,化学溶剂清理则清理表面过于光滑不利于涂层粘接。
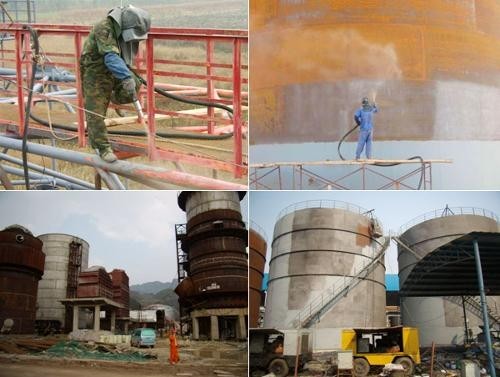
钢结构除锈喷砂机是采用压缩空气为动力形成高速喷射束,将喷料(铜矿砂、石英砂、铁砂、海砂、金刚砂等)等高速喷射到需处理工件表面,使工件外表面的外表发生变化,由于磨料对工件表面的冲击和切削作用,使工件表面获得的清洁度和不同的粗糙度,使工件表面的机械性能得到改善,因此提高了工件的搞疲劳性,增加了它和涂层之间的附着力,延长了涂膜的耐久性,也有利于涂料的流平和装饰。
1、除锈喷砂机方案概述
本公司是一家专业从事表面处理及相关非标产品研究开发、设计、制造、销售、技术服务于一体的现代化企业,先后为国内外许多大型企业和重点企业提供表面处理设备。
2、 设备名称:DS-108P除锈喷砂机
数 量:1台
1、喷砂机形尺寸:Φ600*1450(mm)
2、自重:180kg
3、容积:0.3m3
4、电源:220V 50HZ
5、压缩空气源:压力4-8bar(kg/cm2);流量2-3m3/min干燥压缩空气。




机器型号 | 外形尺寸 | 工作舱尺寸 | 主要技术参数: |
DS-108P | Ø600×1450高 | 0.3立方米 | 简易型 |
DS-108P | Ø600×1450高 | 0.3立方米 | 气控,单枪型 |
DS-109P | Ø800×1550高 | 0.6立方米 | 简易型 |
DS-109P | Ø800×1550高 | 0.6立方米 | 气控,单枪型 |
DS-1000-2P | Ø1000×1880高 | 1.0立方米 | 气控,双枪型 |
DS-1000-1P | Ø1000×1880高 | 1.0立方米 | 气控,单枪型 |
DS-1500-2P | Ø1000×2380高 | 1.5立方米 | 气控,双枪型 |
DS-106P | 400x1200高 | 0.2l立方米 | 简易型 |
DS-106P | 400x1200高 | 0.2立方米 | 气控 单枪型 |
本机引进出国外先进技术制造。采用直通型料阀,解决了磨料的堵塞。喷砂出口速度可达200M/S以上,大大提提高了喷砂效率,表面等级可达Sa2.5-Sa3。
3、用 途
A.用于清理皮革、玉器、玻璃、石碑的雕花、船舶修造、桥梁、矿山、机械、石油管道、水利工程、港口建设等除锈,喷花加工、
工件的粗糙表面,氧化皮、毛刺亦可用于喷涂、电镀前处理工序,以提高涂(镀)层表面的附着力及所有的表面处理。
B.用于喷玻璃丸、强化光饰零件的表面



4、机器安装
1.将进气管接好
2.穿戴好防护用具
5、操作程序
1磨料的加入:磨料一次加入0.2立方左右
2.空气压力:0.5-0.8Mpa
3.操作细节:
A.开户气源,待喷砂机压力升高
B.接下手控开关喷砂作业开始
C.调整砂量控制阀
D.关闭控制开关,喷砂作业即可停止
E.停止工作后,应壮关闭起气源,并随即打开排气阀,使喷砂机卸压
备 注:整机1套,送附件:防护衣1套、砂管10米、喷砂枪头一支
售后服务:
1.整机保修一年(除易损件外)终身维护。
2.一年免费三次不定期检查。
3.接到维修电话后24-48小时内到现场维修。
4.珠三角地区本公司送货上门,免费安装调试。外地货运发货,本司提供技术指导等视频资料。
东莞迪砂喷砂设备有限公司
联系人:李壮雄
手机:13672760310
电话:0769-85422061
QQ:1264093390
地址:东莞市长安镇乌沙社区兴发南路45C-106。

